Live @ EMO 2023

ESAMINIAMO LE SOLUZIONI PER LA FORATURA PROFONDA, I TIPI DI PUNTE, VANTAGGI E SVANTAGGI ANCHE DI COSTO, NELL’UTILIZZO DEI DIVERSI MATERIALI DA COSTRUZIONE
Scarica l’articolo in PDF pubblicato su Utensili e Attrezzature di febbraio.
La sfida
La foratura profonda può essere considerata una vera e propria “branca” nel variegato universo della foratura dato che presenta diverse peculiarità. Per inquadrare meglio il fenomeno si può senz’altro affermare che per foratura profonda si intenda oggi un foro la cui lunghezza superi almeno 10 volte il diametro dell’utensile per arrivare anche fino al 150 volte il diametro. Vale la pena di ricordare che tale definizione può risultare abbastanza arbitraria considerando che nei primi anni ‘90 si poteva sentire parlare di foratura profonda a partire da fori superiori a solo 3 volte il diametro. La foratura profonda viene utilizzata in diversi ambiti industriali, ad esempio, nella lavorazione di stampi, rulli, alberi tubature, turbine, flange o nella foratura di piastre tubiere (a pacco). NUI Utensili Europa tradizionalmente si è sempre distinta in questo tipo di lavorazioni e negli anni ha affiancato alla sua tradizionale produzione di utensili integrali in acciaio super rapido (HSS) e acciaio super rapido al cobalto (HSSCo) anche la produzione di punte in metallo duro per forature profonde. Oggi le tecnologie sul mercato per questo tipo di lavorazione sono molteplici, si pensi ad esempio alle punte a fissaggio meccanico
o alle punte a cannone, ma bisogna essere in grado di analizzare nel dettaglio la tipologia di lavorazione da eseguire per avere un approccio che garantisca il migliore rapporto costi-benefici in produzione.
Il vantaggio dell’HSS
Nel caso non si abbiano a disposizione macchinari con la possibilità di alimentare la lubrificazione interna l’HSS o l’HSSCo costituiscono senz’altro la scelta migliore. Inoltre, secondo le tabelle costruttive le punte in HSS garantiscono una buona tolleranza di coassialità A titolo di esempio su diametro 10 e con lunghezza di 1000mm la tolleranza sul raggio è di 0,5 mm. La geometria parabolica (tipo S) specifica per fori profondi consente un’ottima evacuazione del truciolo e ha un indubbio vantaggio operativo, infatti, evita la foratura in serie con punte di diversa lunghezza che è un processo molto lungo e costoso e, nel caso in cui si disponga della punta della lunghezza corretta, evita di dover effettuare più estrazioni con un aggravio del tempo del ciclo. La punta 11124 di NUI Utensili con geometria S con gole molto ampie a codolo conico con un utile di 900 mm è un perfetto esempio di questa tipologia di soluzioni.
L’HSS e l’HSSCo, diversamente da altri materiali costruttivi, sono più adatti per la costruzione di utensili con diversi tipi di geometrie e affilature, mentre i materiali da costruzione più duri come il metallo duro micrograna hanno di solito geometrie e affilature più arrotondate a causa alla maggiore friabilità della micrograna. Gli acciai super rapidi, inoltre, si adattano molto bene a quelle situazioni in cui le macchine non hanno la possibilità di raggiungere velocità di taglio elevate o il settaggio e gli staffaggi sono meno rigidi. Nel caso invece si possa disporre della lubrificazione si può invece optare per delle punte forate in HSS o HSSCo che garantiscono performance e velocità operative maggiori. Le punte della serie 11400 di NUI Utensili sono disponibili in diverse geometrie (N o S) sia in HSS che HSSCo. Queste punte sono particolarmente indicate nel caso di foratura “a pacco”, infatti lavorando dei materiali sovrapposti, nel passaggio da uno strato all’altro, la punta è sottoposta a delle sollecitazioni. Questo accade sia nel caso di lavorazione di uno stesso materiale che nel caso di materiali diversi anche di diversa durezza (in questi casi di parla di “effetto balestra”). Una delle caratteristiche naturali degli acciai super rapidi è proprio la tenacità intesa come capacità di sopportare la deformazione plastica che fa sì che si possano sopportare queste sollecitazioni.
Anche in situazioni di fori incrociati le punte forate in HSS o HSSCo sono più efficienti del metallo duro che mal sopporta
le interruzioni del taglio causate dagli angoli tra i fori, ma che trova difficoltà anche su materiali particolari quali la ghisa sferoidale. Anche in caso di rottura le punte in HSS sono più facilmente estraibili rispetto alle punte in metallo duro. Inoltre, gli acciai super rapidi hanno un migliore rapporto qualità-prezzo quando i volumi non sono troppo elevati, questo grazie al costo inferiore del materiale da costruzione delle punte e della sua lavorazione, così come la riaffilatura che alcune officine possono fare in proprio. Si veda il grafico qui di seguito.
Il vantaggio del metallo duro
Nel caso si possa contare su un settaggio più rigido una soluzione può essere il metallo duro. Una punta lunga con adduzione di refrigerante ad alta pressione (di solito in questi casi sono richiesti almeno 500 psi) è la soluzione più veloce per la foratura profonda, ma in molti casi può essere molto più costosa in termini di investimento rispetto ad altre soluzioni quali le punte a cannone specialmente nella fase iniziale. Nel lungo periodo invece l’incremento di produttività consente un risparmio consistente.
NUI ha sviluppato per queste esigenze una gamma di punte lunghe ad alte prestazioni che partono da dieci volte il diametro per arrivare a venti volte il diametro.
Le punte NUI della serie 15380 hanno delle geometrie ottimizzate per il taglio in profondità, infatti, la testa della punta è progettata sia per la rottura dei trucioli sia per abbassare le forze di taglio. Le gole ampie garantiscono uno spazio ottimizzato per lo smaltimento dei trucioli pur mantenendo la robustezza del nocciolo. Il rivestimento VAROCON (nitruro di alluminio e titanio levigato) rende più rapido il flusso dei trucioli e aumenta la vita utile degli utensili.
Conclusione
In base a quanto esposto in questo breve articolo bisogna dire che non esiste una riposta univoca su quale utensile sia il più appropriato per la foratura profonda. Non esiste infatti una soluzione valida per tutti i casi. Esiste piuttosto un set di regole generali che prendono in considerazione i diversi materiali da lavorare, l’intensità della produzione e le specifiche tecniche richieste (ad esempio le tolleranze).
A livello produttivo si può constatare che la parte più importante è la valorizzazione del costo di produzione che dipende a sua volta dalla struttura dei costi aziendali ed eventuali calcoli di ottimizzazione dei costi devono essere necessariamente adeguati a ogni singola realtà.

Maschio a macchina filettatura metrica ISO passo grosso elica 40° per fori ciechi, rastremato, 3xD.
DIN 371/376 (M<10/M>12)
HSS-E – Imbocco C R40, Tolleranza 6H, Vap-Ox. Per materiali tenaci quali inox.
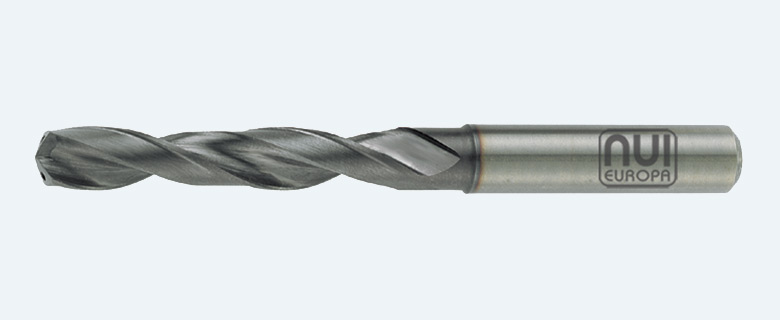
Punta a codolo cilindrico in MD, serie corta.
Profondità di lavorazione 5xD, DIN 6537, con lubrificazione interna (IK). Tipo RW, angolo di punta a 140°, affilatura C, rivestimento TiAlN.
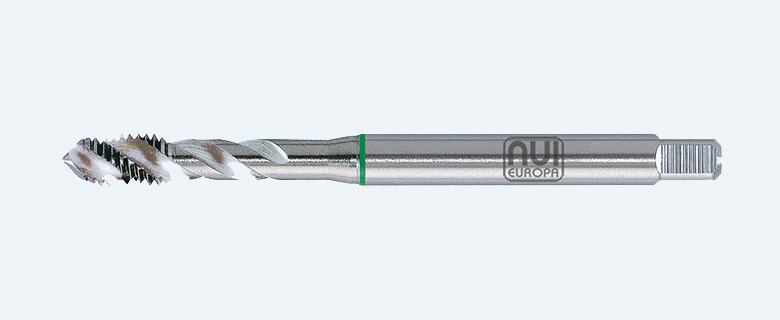
Maschio a macchina filettatura metrica ISO passo grosso, elica 40° per fori ciechi.
PM HSS acciaio da polveri, imbocco C R40, tolleranza 6H. Adatto alla lavorazione di tutti i materiali. Dotato di fori di lubrificazione – IK.
DIN 371, DIN 376, sino a 2.5xD

Punta a codolo cilindrico in metallo duro con fori di lubrificazione.
Foratura sino a 20xD, norma NUI, tipo = RW, 140° di angolo di punta, affilatura C, rivestita TiAlN.
IK: lubrificazione interna.
Misure: da ø 3 a ø 12. Mezze misure: ø 3.5, 4.5, 5.5