22/09/2025
Siamo felici di annunciare che NUI Utensili è presente a EMO 2025!Vi aspettiamo al nostro stand per mostrarvi da vicino...
Siamo felici di annunciare che NUI Utensili è presente a EMO 2025!Vi aspettiamo al nostro stand per mostrarvi da vicino...
NUI Live @ EMO Hannover 2023 Come to visit us. Hall 5 – Stand F11 18-23 september 2023
ESAMINIAMO LE SOLUZIONI PER LA FORATURA PROFONDA, I TIPI DI PUNTE, VANTAGGI E SVANTAGGI ANCHE DI COSTO, NELL’UTILIZZO DEI DIVERSI...

Maschio a macchina filettatura metrica ISO passo grosso elica 40° per fori ciechi, rastremato, 3xD.DIN 371/376 (M<10/M>12)HSS-E – Imbocco C...
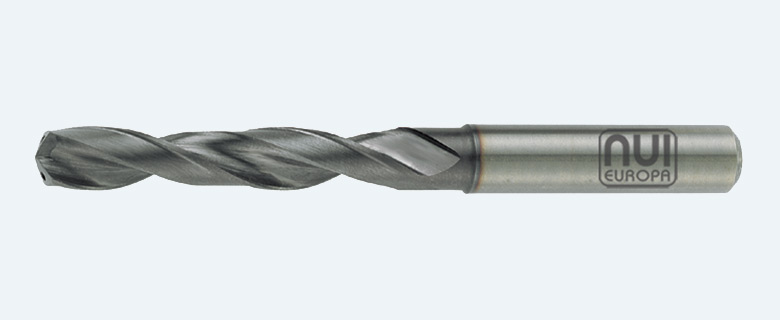
Punta a codolo cilindrico in MD, serie corta.Profondità di lavorazione 5xD, DIN 6537, con lubrificazione interna (IK). Tipo RW, angolo...
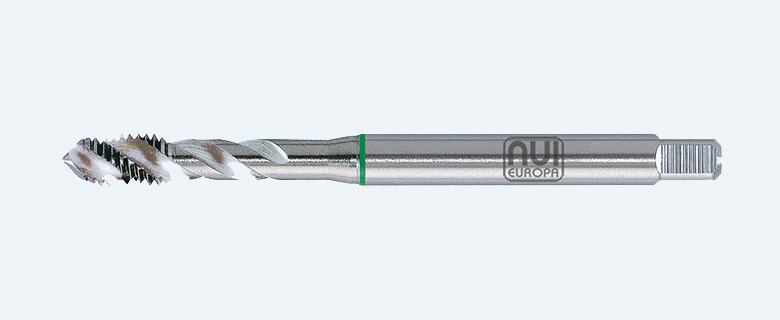
Maschio a macchina filettatura metrica ISO passo grosso, elica 40° per fori ciechi.PM HSS acciaio da polveri, imbocco C R40,...

Punta a codolo cilindrico in metallo duro con fori di lubrificazione.Foratura sino a 20xD, norma NUI, tipo = RW, 140°...


